لوله استیل درزدار – لوله کشی به منظور انتقال سیالات و مایعات بصورت بهینه و مطمئن از نقطه ای به نقطه ی دیگر صورت می پذیرد. بطور کلی جنس لوله ها می تواند از فولاد زنگ نزن (استنلس استیل)، آلومینیوم، پلاستیک و … باشد.
اجزایی که معمولا در سیستم لوله کشی بکار می روند، شامل موارد زیر می شوند:
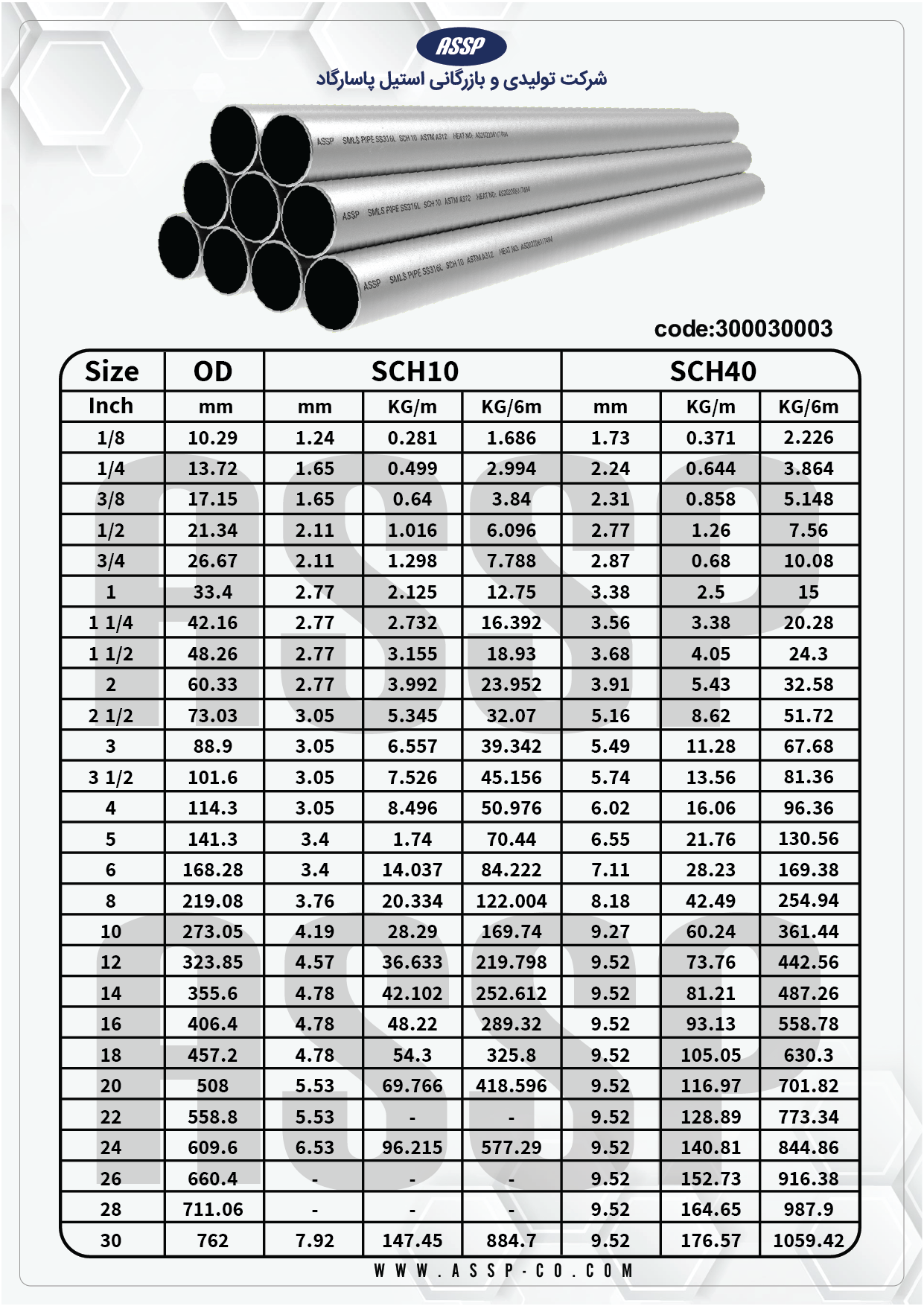
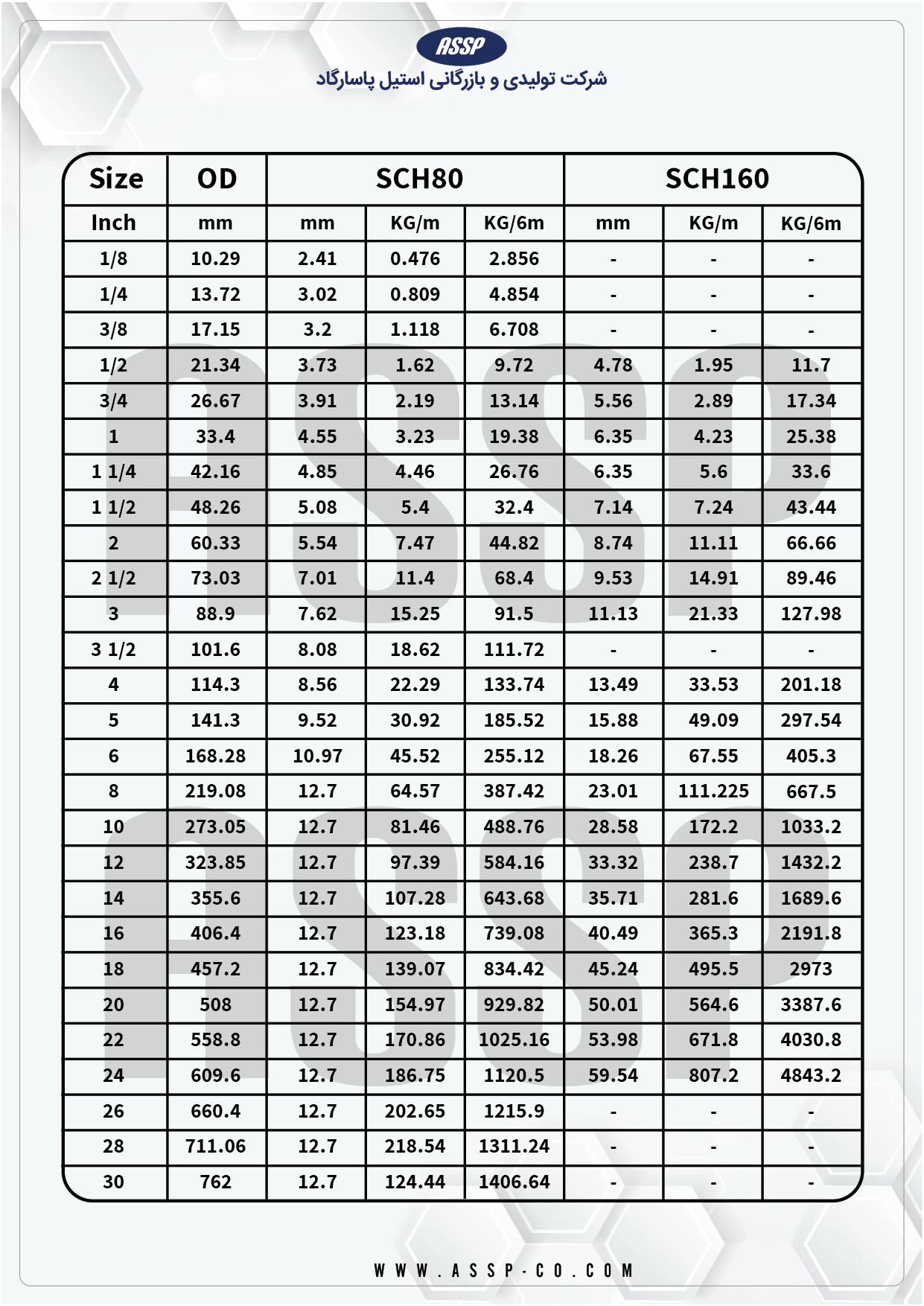
- لوله
- شیرآلات
- فیتینگ ها
- فلنج ها
- گسکت
- فیلتر و صافی